Tillförlitlig OEE med realtidsdata från produktionsgolvet

Overall Equipment Effectiveness (OEE) är ett av de mest använda nyckeltalen inom tillverkningsindustrin. Det visar hur stor del av den planerade produktionstiden som faktiskt är produktiv och hjälper till att synliggöra förluster kopplade till stillestånd, långsamma cykler och kvalitetsbrister.
Vad är OEE och hur beräknas det?
För många företag inom tillverkningsindustrin ligger inte utmaningen i själva måttet, utan i kvaliteten på datan bakom det.
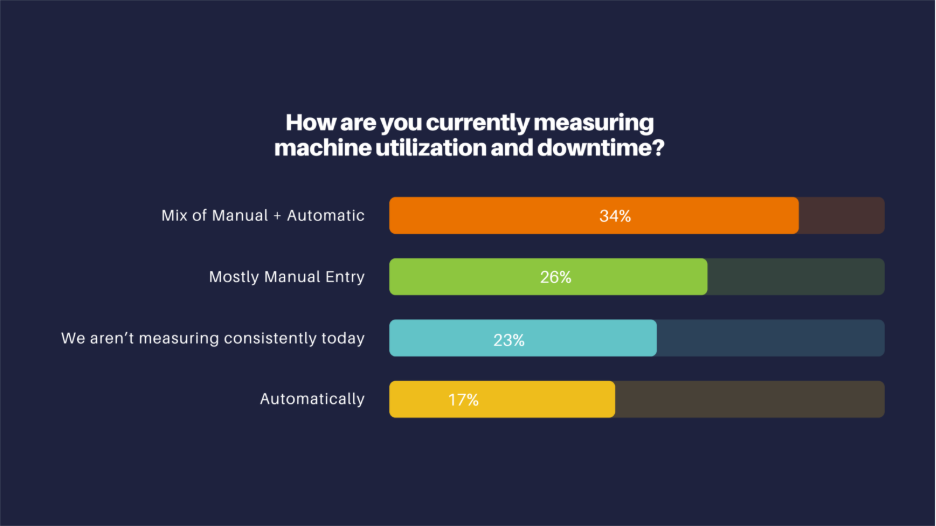
I ett av Minitabs senaste webbinarier framkom det att endast 17 procent av deltagarna mäter maskinutnyttjande och stillestånd automatiskt via maskinkopplade system.
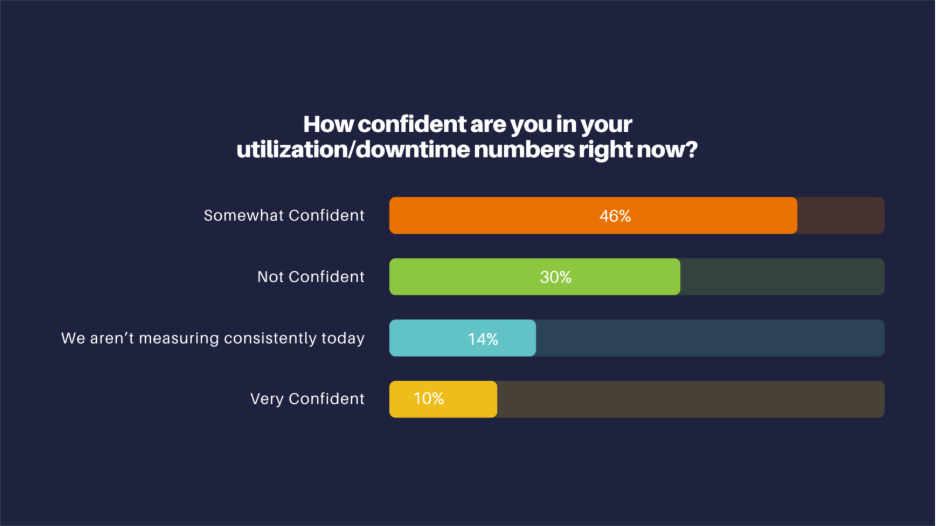
Tre av tio tillfrågade uppgav att de inte hade förtroende för sina nyckeltal kring maskinutnyttjande och stillestånd. Varför? Eftersom OEE endast är så tillförlitligt som den data den bygger på. Om vi inte samlar in data direkt från våra maskiner, blir det svårt för hela organisationen att kunna lita på resultaten.
Josh Davids, Director of Operations för Minitab DataXchange, visade i ett nyligen genomfört webbinarium hur företag inom tillverkningsindustrin kan gå från manuell uppföljning och isolerade system till tillförlitlig OEE i realtid, baserad på data direkt från maskinerna
Se webbinariet on demand
Insikter från webbinariet
De största utmaningarna med OEE är sällan matematiska, utan operativa.
Många team samlar fortfarande in data manuellt, vilket skapar variation och felkällor
Begränsad realtidsinsyn gör att avvikelser upptäcks för sent och åtgärder fördröjs
Orsaker till stillestånd definieras ofta olika mellan maskiner, vilket leder till inkonsekvent uppföljning
Resultatet?
Dashboards riskerar att bli bakgrundsbrus istället för ett verkligt beslutsstöd.
För att lyckas få tillförlitlig OEE krävs en stabil grund: automatiserad datainsamling i realtid, kombinerat med tydliga regler som speglar hur er produktion faktiskt fungerar.
Automatisera datainsamlingen i produktionen
Tillförlitlig OEE börjar med korrekt maskindata. Med Minitab DataXchange kan vi koppla upp oss direkt mot utrustning via standardprotokoll som OPC UA, MTConnect och Modbus TCP, samt vanliga CNC-integrationer. För äldre maskiner finns även hårdvarumoduler och sensorer som ett praktiskt alternativ.
Målet är enkelt: att automatiskt kunna avgöra om en maskin är i drift, står i planerat stillestånd eller i oplanerat stillestånd. Det minskar beroendet av manuell uppföljning och skapar en stabil och konsekvent grund för att mäta tillgänglighet.
Flexibilitet i produktionen är avgörande
Två fabriker kan ha identiska maskiner, men definiera stillestånd på helt olika sätt.
Frågor som dessa besvaras ofta olika beroende på verksamhet:
När anses en ställtid vara avslutad?
Räknas ett snabbt automatiskt verktygsbyte som stillestånd?
Ska intrimning av en detalj ses som produktion eller ställtid?
Det finns inget universellt rätt svar. Det som är avgörande är att systemets logik speglar hur verksamheten faktiskt arbetar.
Med DataXchange kan vi konfigurera insamlingsregler och definiera egna stilleståndskoder, så att systemet anpassas efter vår verklighet. Det skapar förutsättningar för mer tillförlitlig och relevant data.
Ge operatörerna en aktiv roll
Automatisering ersätter inte behovet av mänsklig input. I miljöer med hög variation och låg volym är operatörernas insikter särskilt avgörande. Med ett operatörsgränssnitt kan team registrera specifika orsaker till stillestånd som inte går att fånga automatiskt från maskinerna.
Gränssnittet kan användas via surfplattor, datorer eller mobila enheter, direkt vid maskinen eller gemensamt för flera arbetsstationer.
Detta förvandlar maskinövervakning från ett passivt uppföljningsverktyg till ett proaktivt kommunikationsstöd.
Dashboards för hela organisationen
Olika roller behöver olika nivåer av information. Med DataXchange kan dashboards konfigureras för att stödja:
Operatörsnivå: översikt av maskinutnyttjande per skift
Supervisornivå: timdiagram som visar trender över dagen
Ledningsnivå: hög-nivå kvartalsrapporter direkt till beslutsfattare
Dashboards uppdateras i realtid och kan visas på skärmar i produktionen. Schemalagda mejl levererar rapporter direkt till mottagarna, så att alla får relevant information utan extra arbetsinsats.
Resultatet? Bättre insyn och snabbare reaktion vid avvikelser.
Larm som skapar handling
I obemannade eller lights-out-miljöer sker larm baserat på händelser. När en maskin stannar kan en supervisor få en avisering direkt.
I miljöer där operatören styr maskinen fokuserar larm ofta på avsaknad av händelser. Till exempel, om en maskin står stilla för länge utan dokumenterad anledning kan systemet be operatören att ange orsaken.
Detta proaktiva arbetssätt kortar ner responstider och minskar produktionsbortfall.
Förbättrad kommunikation
Värdet handlar inte bara om tillförlitliga nyckeltal för produktivitet på produktionsgolvet, utan även om den kommunikation som den pålitliga datan möjliggör för hela organisationen.
När maskindata flödar automatiskt kan operatörer lägga till kontext, dashboards blir synliga över hela anläggningen, och ledningen får tillgång till pålitliga mått. Hela organisationen börjar då kommunicera utifrån samma pålitliga källa.
Denna kulturella förändring leder till snabbare problemlösning, ökat ansvarstagande och mer välgrundade beslut.
Minitab Manufacturing Solution
Med realtidsövervakning av maskiner och automatiserad insamling av mätdata knyter Minitab ihop produktion och kvalitet.
Insikter om maskinutnyttjande och stillestånd på produktionssidan kompletteras av automatiserad datainsamling från mätningar. Med tiden gör den tätare integrationen mellan dessa system att tillverkare kan gå från reaktiv analys till mer proaktiva, datadrivna beslut.
This blog post was written by David Peralta for Minitab